Внедрение машинного зрения в производстве для повышения качества продукции не увеличивает долю хороших изделий само по себе
Модель находит дефекты. Но это не значит, что качество растёт. Автоматизация контроля качества с ИИ даёт эффект только внутри процесса — когда есть обратная связь, дообучение и действия на линии.
Суть в другом: важно не сколько модель ошибается, а как её решения влияют на производство. Если сигнал не меняет действия людей и оборудования, результат не меняется.
Ставка высокая. На пилоте 2025 года и доработке в 2026 ожидается рост доли продукции высокого сорта на 10–15%. При этом снижаются трудозатраты на сортировку. Это важно для тех, кто отвечает за результат, а не за внедрение технологии.
Дальше разберём, какие разрывы мешают получить этот эффект и что менять в первую очередь.
Почему точность модели не даёт роста качества
Обычно считают так: поставили машинное зрение — качество выросло. Руководители смотрят на точность и скорость и ожидают прямой эффект на выходе.
На практике это не работает. Даже при точности до 95% система на пилоте 2025 года находила дефекты, но доля продукции высокого сорта почти не менялась.
Причина простая. Сигналы модели не были встроены в действия. Оператор получал информацию, но не мог повлиять на процесс в моменте.
Например, за одну 8-часовую смену накапливался список дефектов. Их обрабатывали позже вручную. Это ускоряет сортировку, но не снижает брак в потоке.
В итоге возникает разрыв. Деньги вложены, пилот работает, а ручной труд остаётся. Обещанные 10–15% роста качества под вопросом.
Дальше — где именно ломается процесс.

Как сигнал превращается в результат
Сигнал — это только начало
Машинное зрение даёт факт: дефект найден. Это вход в процесс, а не финал.
Камеры фиксируют пороки шпона и отправляют сигнал оператору. Это ускоряет обнаружение и расширяет охват. Но без реакции это просто информация.
Где возникает разрыв
Пилот 2025 года на комбинате «Свеза» это подтвердил. Система автоматически выявляет дефекты и уведомляет оператора. В 2026 году список дефектов расширяют.
Аналогичные проекты показывают точность до 95% и более высокую скорость, чем ручной контроль. Но это не даёт рост качества само по себе.
Если сигнал уходит в отчёт для последующей сортировки, производство не меняется. Вы экономите время, но не снижаете брак в потоке.
Когда система начинает работать
Другая картина — на линии сращивания. Там система контролирует нанесение клея в реальном времени.
Если модель связана с линией, она может:
подать сигнал на остановку
задать тригер корректировки
потребовать реакции оператора в заданное время
Здесь важно время реакции. Если оператор или система реагирует сразу, дефект не проходит дальше.
Роль обратной связи
Ключевой элемент — дообучение на реальных кейсах. Модель должна получать обратную связь и адаптироваться.
Как отмечает Евгений Михель: «Важно не только запустить технологию, но и встроить ее в процессы и обучить систему.»
Это напрямую связано с результатом. Без цикла обучения система остаётся статичной и теряет точность на реальных данных.
К чему это приводит
Если нет действий, пилот остаётся пилотом. Рост качества на 10–15% и снижение ручного труда не реализуются.
Если есть замкнутый цикл — сигнал превращается в предотвращение. Именно это влияет на долю продукции высокого сорта.
Отсюда следующий шаг: какие конкретные изменения в процессах дают этот эффект.
Где система теряет эффект на практике
Линия сортировки: сигнал без действия
Оператор получает отчёт в конце смены. Дефекты найдены, но лента уже прошла.
Ошибка — постфактная работа. За 8 часов смены накапливается объём брака, который обрабатывают вручную.
Последствие — рост затрат на сортировку и сохранение брака в потоке.
Вывод: информация без действия не управляет процессом.
Пилот в офисе: нет доверия к данным
Панель показывает точность 95%. Но в реальных партиях есть ложные срабатывания.
Проблема — нет дообучения. Каждый спорный случай проверяют вручную, что замедляет внедрение.
Пилот зависает. Эффект 10–15% остаётся расчётным, а не фактическим.
Вывод: без адаптации данные не работают.
Линия сращивания: реакция запаздывает
Система видит ошибку в нанесении клея. Но сигнал идёт оператору, а не в управление линией.
Задержка даже в минуты означает, что дефект прошёл точку исправления.
Результат — переработка и рост трудозатрат.
Вывод: эффект появляется только при мгновенной реакции.
Показатель | Значение (факт) | Операционный эффект (из статьи) |
|---|---|---|
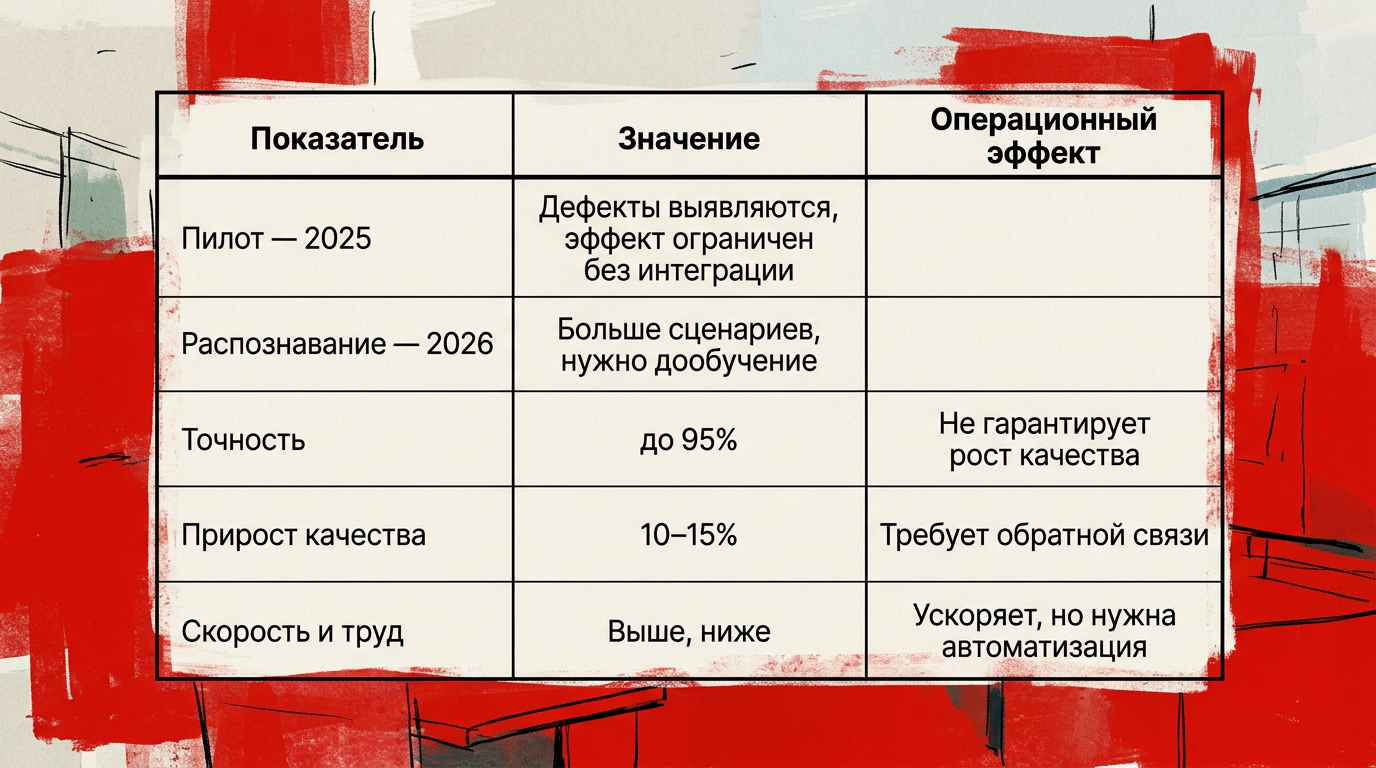
Пилот | Запущен в 2025 г. | Выявление дефектов работает, но эффект ограничен без интеграции в линии |
Расширение распознавания | Дорабатывается в 2026 г. | Покрывает больше сценариев; требует дообучения изменений в процессах |
Точность обнаружения | До 95% (аналогичные проекты) | Высокая точность не превращается автоматически в рост доли высокого сорта |
Ожидаемый прирост доли высокого сорта | 10–15% | Реализуется при наличии обратной связи и встроенных корректирующих действий |
Скорость обработки | Выше по сравнению с ручным контролем | Ускоряет обнаружение, но не заменяет моментальную коррекцию в потоке |
Влияние на трудозатраты | Снижение трудозатрат на сортировку (факт) | Снижение реализуется, когда система переводит оповещения в операции и автоматизацию |
Где появляется реальная экономия
Модель сама по себе не создаёт эффект. Она снижает затраты только тогда, когда влияет на поток.
Пилот 2025 года показал: дефекты выявляются быстрее. Но без действий это лишь частичная экономия — за счёт ускоренной сортировки.
Основной эффект появляется позже. Когда сигнал сразу меняет процесс, снижается объём брака и переработки.
Это напрямую влияет на экономику:
меньше ручной сортировки
меньше повторной обработки
выше доля продукции высокого сорта (10–15%)
Именно здесь возникает возврат инвестиций. Не в точности модели, а в изменении операций.
Вывод: ценность — в том, как быстро сигнал превращается в действие.
Что определяет успех внедрения
Проблема ясна: точность и скорость сами по себе не решают задачу качества. Пилот 2025 года это показал — дефекты находятся, но без действий результат ограничен.
Решение — в процессе. Сигнал должен сразу влиять на линию и возвращаться в модель через дообучение.
Критерии готовности к внедрению:
сигнал влияет на оборудование или действия оператора сразу
есть цикл дообучения на реальных кейсах
метрики связаны с качеством, а не только с точностью
Почему это работает: обнаружение превращается в предотвращение. Процесс меняется, и вместе с ним меняется результат.
Итог простой: важна не модель, а её место в операциях.